Over the past year, I have been evaluating new molded pulp packaging suppliers more frequently. A pattern has become hard to ignore.
Startups are entering this space in growing numbers. Some bring genuine passion. Some bring serious investment. Almost all of them underestimate the distance between a working concept and consistent, client-ready production.
Molded pulp looks deceptively simple. Paper-based, biodegradable, widely discussed. But between a concept and a solution that passes drop tests, visual inspection, and a client’s quality requirements, there is a significant gap. This is exactly where most projects run into trouble.
Here is where it goes wrong most often.
Fiber selection is not a default decision
One of the important things I ask a new supplier: what fiber are you using, and why?
In practice, the answers vary widely. Post-consumer recycled newspaper. Old corrugated containers (OCC). Virgin wood pulp. Sugarcane bagasse. Cardboard trim waste. Each behaves differently in the slurry, drains differently on the mould, and produces a different surface in the finished part.
For many industrial applications, recycled waste paper works fine. A protective tray for a household appliance, where color is irrelevant and minor surface variation is acceptable. Recycled OCC is a rational, cost-effective choice.
Change the application and the equation changes completely.
Food-adjacent packaging where visible slurry particles trigger a rejection. A client needing reproducible color across batches. A component where contamination from unknown recycled streams creates liability. In these cases, fiber selection becomes a critical technical decision, not a cost-optimization default.

Virgin molded fiber, derived from sugarcane bagasse or fresh wood pulp, gives more control over surface consistency and chemical cleanliness. The TAPPI Molded Pulp Association documents how drainage rate, formation uniformity, and density are tied directly to fiber source.

A startup without a qualified process technologist making these decisions is selecting fiber on cost and availability. The application requirements come second. The consequences show up in the samples.
Tooling is where most projects break
This is the most consistently underestimated part of molded pulp development.
The mould design has to account for: slurry drainage characteristics, fiber suspension concentration, press pressure, drying temperature profiles, dimensional shrinkage, and final part geometry. These variables interact. Adjusting one affects the others.
Get the drainage geometry wrong and wall thickness becomes inconsistent. Get shrinkage compensation wrong and parts warp out of tolerance. Get corner radii wrong and the part won’t release from the mould.
In many cases this means that the first sample tool is rarely the approved tool.
I have seen startups quote tooling lead times as if they were ordering a CNC-machined aluminium fixture. Custom molded pulp tooling is an iterative development process. Drainage holes get repositioned. Draft angles get corrected. In some cases, the product geometry has to change because the original design does not form cleanly in a fiber suspension.
A startup promising a custom insert in eight weeks, without building iteration cycles into the timeline, will be in a difficult position by week ten.
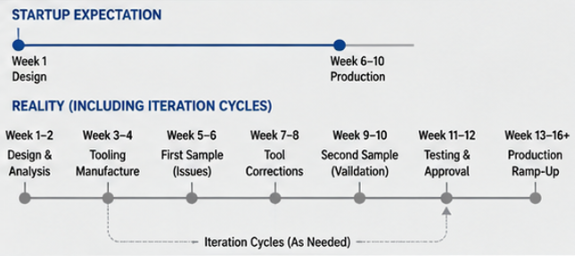
Lead times are not what procurement expects
People from plastic packaging bring a familiar mental model. Injection mould tooling: six to ten weeks, first samples, minor revisions, production. Predictable.
Molded pulp does not follow the same logic.
Therefore each tooling revision cycle requires forming new samples, drying them fully, and evaluating dimensional results before the next change. Introduce a non-standard requirement such as colored fiber, tight tolerances on a mating surface, specific texture and more cycles are added.
Fact is, physics set the pace, not the project plan.
Startups selling molded pulp as a fast-track replacement for existing packaging, without adjusting timelines, are setting up expectations that will be hard to meet.
Visual quality has more variables than it looks
What does the client actually expect the finished packaging to look like?
For industrial applications: functional, structurally consistent, no performance-affecting defects. Color variation is secondary. This is where most of the market operates, and where recycled fiber and standard tooling work well.
When a client expects brand-consistent packaging, that is when variables multiply.
Is it possible to match a Pantone in molded pulp? Not in the same sense as a printed substrate. Color results from the fiber base, any pigment added to the slurry, and how those pigments behave through forming and drying. Achieving consistency across batches requires documentation and checkpoints at every stage.
Some clients accept visible fiber particles as part of the material’s natural character. Others, particularly in premium or food-adjacent applications, treat visible particles as a rejection criterion. The fiber source has to change accordingly.
Molded Pulp Association of Europe cites surface finish and color consistency among the most common technical challenges when converters introduce new molded fibre product lines.
A startup without these variables mapped before the first sample run will discover them through client feedback. That is the expensive way to learn.
Quality control needs to be set up as a system, not just as a good intention
Good intentions do not catch warped parts at the end of a production run. They do not detect dimensional drift over a shift. They do not catch slurry contamination before it reaches the client.
A structured QC system for molded pulp needs to include:
Visual inspection criteria defined before production starts. What constitutes acceptable surface variation? What color deviation triggers a hold?
Drop test protocols matched to actual transport conditions. ISTA (International Safe Transit Association) provides standard transit testing protocols as a structured reference point.
Moisture content measurement at defined checkpoints. Molded pulp is hygroscopic. Excess moisture affects mechanical performance and, in some applications, creates conditions for contamination.
Dimensional tolerances documented and actively checked, especially for inserts mating with automated filling or assembly lines.
Startups invest in design and tooling. Many skip the QC infrastructure because it is not visible to the client at the sales stage.
The client does not care how well the prototype performed. They care about what arrives in the 10,000-piece production run.

In short, molded pulp packaging projects fail most often because of three underestimated variables: fiber selection matched to the specific application, tooling complexity requiring multiple iteration cycles, and quality control built for production, not just for prototypes. Startups frequently import timelines and assumptions from plastic packaging development, which do not apply. Without a qualified process technologist and a structured sample-validation protocol, meeting both performance and timeline commitments reliably is very difficult.
What have we learned?
- Molded pulp tooling requires multiple iteration cycles; treating it as a single-sample approval process produces overruns and out-of-spec production.
- Fiber selection is application-dependent: recycled OCC works for industrial trays, but food-adjacent or premium applications frequently require virgin or controlled-source fiber with documented traceability.
- Color consistency in fiber-dyed molded pulp involves pigment chemistry, fiber source, drying temperature profiles, and batch documentation.
- Molded pulp is hygroscopic; moisture content management is a quality requirement with direct consequences for mechanical performance and shelf life.
- Custom molded pulp inserts are regularly quoted with underestimated lead times because tooling iteration cycles are not included in the initial project plan.

The problem is not molded pulp as a material.
It performs well across a broad range of applications, it is biodegradable, and the manufacturing base in Europe is growing in sophistication.
The problem is the gap between what a startup promises and what the production process actually delivers. I do not question the intentions of the startups I meet. What I do question is whether they have the technical depth to understand what they are committing to when they take on a custom project for a client with specific requirements.
If you are evaluating a moulded pulp supplier, the answers to those questions above will tell you whether you are speaking to a manufacturer or a pitch deck.
FAQ:
Q: What is the realistic lead time for a custom molded pulp packaging insert?
It depends on the complexity of the geometry and the requirements. A simple industrial tray with no specific visual requirements and standard fiber: 8 to 12 weeks is achievable. A precision insert with color requirements, tight tolerances, or complex geometry: 14 to 20 weeks is more realistic when tooling iteration cycles are included. Anyone quoting significantly less for a complex part is not factoring in the development process properly.
Q: When does it make sense to use virgin fiber instead of recycled fiber in molded pulp?
When the application requires consistent color, a clean surface without visible particles, or low contamination risk such as food-adjacent contact surfaces, medical device packaging, or premium consumer products. Recycled fiber is appropriate for industrial protective packaging where visual and hygiene requirements are secondary. The decision should always be made by someone with process knowledge, not defaulted to the cheapest available option.
Q: Why is color consistency difficult in molded pulp production?
Moulded pulp color is not applied after forming — it results from the fiber’s natural color combined with any pigment introduced into the slurry. Pigment behavior changes with fiber type, slurry concentration, forming pressure, and drying temperature. Small process variations across batches produce visible shade differences. Achieving reliable color consistency requires tight process documentation, defined fiber sourcing, and quality checkpoints. It is achievable, but it takes engineering effort and proper setup — not a single approved sample.
Q: What tests should molded pulp packaging pass before going into production?
At minimum: drop testing matched to the actual transport conditions (ISTA protocols are a standard reference), visual inspection against defined criteria, dimensional verification, and moisture content measurement. For food-adjacent applications, compliance testing for the specific regulatory framework applies. For precision inserts used on automated lines, dimensional tolerance checks under production conditions are necessary. The test set should be defined before the first production run, not assembled in response to the first complaint.
Q: How do I evaluate whether a molded pulp supplier is genuinely capable?
Ask about their tooling iteration history on recent projects. Or what fiber grades they work with and when they switch between them. Ask how they document color consistency across batches. Tell them you want to see their new product introduction protocol. For example a capable manufacturer will answer all of these questions specifically. A supplier without real production depth will give general answers or redirect to the sample quality.


